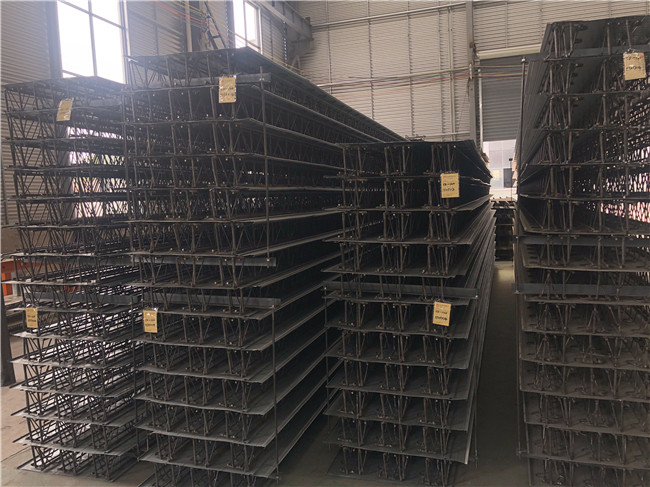
众所周知,桥梁的筑建离不开钢结构加工这一项流程。在进行钢结构加工之前一定要做好准备工作,然后再进行焊接加工等剩余的流程。接下来和大家聊聊上海桥梁钢结构,希望能够帮助到你。

首先,大家都知道,在加工之前的测量工作是必不可少的,也是钢结构加工前重要的一步。这整个工程中测量不准确的话会造成很大的问题,所以选择精度高的量具然后计算好钢结构加工中的参数,才能够使整个工程没有后顾之忧,除了量具还有仪器仪表也要二级以上的计量机构定期检定才可以。
其次,在钢结构加工之前,有选择合适的精度比较高的切割和焊接设备,使加工之后的各个桥梁部件都能无误的相互衔接。
第三,在进行吊装之前,还要制作好合理的吊装方案再进行安装工作。
第四,钢结构加工用到的钢板材料在到货前,一定要测量好几何尺寸和表面的腐蚀情况,然后做好整个测量记录。再就是要准确计算好桥梁纵坡、预拱度、边缘处理和电焊缩短等各种因素。
上海桥梁钢结构焊接加工工艺分析
首先,我们常说的全熔透坡口焊缝主要用于梁顶、底板与腹板的对接焊缝以及腹板与顶底板之间的T型焊缝等。而另一种角焊缝,是主要作用于加强筋等结构焊缝。
其次,在正式进行钢结构加工前,应对焊丝、焊剂和钢板进行焊接质量鉴定,鉴定合格后再进行焊接工作。
第三,要根据钢板的厚度的不同,加工不同位置的部件。比如较厚钢板的一侧加工成坡度,要注意的是坡度应小于1:4。
第四,钢板的对接接头,纵向和横向对接,焊缝可穿T形。T型插点间距不小于200mm,还有就是拼接料长度和宽度不能小于300mm。
第五,顶、底、腹板的对接焊缝一定不能在同一个面上,还要措开一定间距。对接接头的顶部和底部要做成向上的V形槽,然后预留出约500mm的断面。
第六,焊接坡口时,要用火焰切割加工的方式,加工后的坡口类型和尺寸应符合相关的规定才行。要格外注意的是在进行火焰切割时,切口一定不能有裂纹,还不能有大于1.0mm的缺边。
第七,T型接的头角焊缝和对接平焊缝的两端,一定要有引弧板和引出板,其中材料和坡口类型须与被焊工件相同才行。焊接后还要用火焰将待焊工件上的引弧板等夹具切断,然后再沿受力方向进行精细打磨。

桥梁规划人员要深入了解上海桥梁钢结构规划的根本理念和技术,一起应该尽可能了解地质常识,及时查阅相关的地质资料而且加强与质技术人员交流。规划过程中要充沛了解当地的地势条件,然后归纳利用先进的技术来进行规划,归纳考虑后终究确认工程规划计划,进步桥梁规划水平和质量。
 扫一扫进入手机站
扫一扫进入手机站





 当前位置:
当前位置:

 热门推荐
热门推荐